
Der Elektronikbastler und die Fräse

Eine Fräse stand schon sehr lange auf meinem
Wunschzettel. Da für
mich als Bastler mit Schwerpunkt Elektronik und Programmieren
immer andere Dinge vorrangig waren (Lötstation, Multimeter,
Speicheroszi,
Grundausstattung Bauteile und und und) und nicht
zuletzt wegen den recht hohen Kosten, rutschte die Fräse ziemlich an
das Ende der Wunschliste. Auch ist es mit einer Fräse alleine noch
nicht getan. Es ist noch einiges an Zubehör wie z.B. ein Fräsersatz,
Spannpratzen, Kantentaster usw. von Nöten, ohne die es beim fräsen
nicht
geht. Nun habe ich nach langen Recherchen im www endlich eine Fräse
zugelegt.
Ich
habe mich für das Bohr- und Fräszentrum von Proxxon entschieden,
das entweder als Komplettset oder aber auch einzeln (Fräsmotor,
Bohrständer und Kreuztisch) bestellt werden kann. Die Preise für das
Proxxon Set bewegen sich zwischen 400 und 500 Euro. Hinzu kommen noch
ca. 100 bis 200 Euro für Zubehör wie Fräser, Schraubstock,
Spannpratzen
usw. Ein teurer Spass also für den Hobbyraum. Wer weiterliest wird
außerdem feststellen, dass zumindest bei der Bearbeitung von Gehäusen
keine Zeitersparnis durch eine Fräse zu erwarten ist, wohl aber ein
qualitativer Unterschied zur Bohrständer und Feilen Methode. Auch die
Bohrungen sind genau da wo sie sein sollen. Allerdings ist so eine
Fräse (wie ich erfahren musste  ) nicht Plug & Play, mit solch
einem vielseitigen Werkzeug muss man sich befassen und auch die nötige
Zeit mitbringen.
) nicht Plug & Play, mit solch
einem vielseitigen Werkzeug muss man sich befassen und auch die nötige
Zeit mitbringen.
Hier soll es also um das Fräsen und Bohren mit einem Kreuztisch gehen. Da ich als Bastler überwiegend Einzelstücke fertige, lohnt sich da keine CNC-Fräse daher wird mit der Hand gekurbelt.
Lohnt sich das ?
Oft findet man im Internet interessante Schaltungen. Die Zeit die
dafür investiert wurde (Bauteile recherchieren, Schaltplan zeichnen,
Probeaufbau, programmieren, Debuggen, Platine routen usw.) steht oft
nicht im Verhältnis zu dem Gehäuse, das für die Schaltung verwendet
wird. Ist die Platine dann geätzt, sauber Bestückt und der Code zum
x-ten optimiert worden, hat die Schaltung ein ordentliches Gehäuse
verdient (meine Meinung).
Leider sieht man dann häufig Platinen im Schrumpfschlauch, Heißkleber,
Silikonmasse kombiniert mit einer Gefrierdose oder Zigarrenkiste oder
andere abenteuerliche Konstruktionen  (Schade
eigentlich ).
(Schade
eigentlich ).
Wer sich also nur mit der Funktion der Schaltung begnügt und keinen
Wert auf das äußere legt, für den lohnt sich eine Fräse wohl nicht.
Der folgende
Text richtet sich an den anspruchsvolleren (Hobby)Elektroniker der
seine
Gehäuse mit Bohrständer und Feile (so gut es eben geht) bearbeitet und
der sich weiterentwickeln möchte. Für diesen wird eine Fräse
interessant.
Mir macht es jedenfalls sehr viel Spass mit der Fräse zu arbeiten und
bereue den
Kauf keine Minute .
Weitere Vorteile sehe ich in der Möglichkeit auch
FR4 Platinen schneiden und zu bohren zu können. Die gefrästen Kanten
der Platinen sind ausgezeichnet und müssen nicht nachgeschliffen
werden
(Vorteil, keine Staubbelastung). Auch beim fräsen selbst, entsteht
kein
(oder kaum) Staub. Die Späne liegen nach dem fräsen als Haufen auf der
Platine und können einfach abgesaugt werden. Ich spare mir also eine
Minikreissäge und eine Platinenbohrmaschine.
Videoclip
Jahrelang habe ich Bohrschablonen ausgedruckt und mit Bohrständer
und Feile meine Gehäuse bearbeitet und auch mit dieser klassischen
Methode kann man recht gute Ergebnisse erzielen (siehe
hier).
Auch kann die Proxxon Bohr und Fräskombi, (von den Profis auch
Käsefräse genannt )
natürlich nicht mit einer 500+ Kg schweren Fräse aus
Stahl und Drehstromanschlusses mithalten. Dafür lässt sie sich, wenn
sie
nicht gebraucht wird, einfach wegräumen und wartet dann im Schrank auf
ihren nächsten Einsatz. Der Proxxon Fräsmotor BFW 40/E ist
flüsterleise
und hat trotzdem bei allen Drehzahlen genügend Power.
Wenn man nicht gerade Alu fräst, lässt sich die Lautstärke eher mit
einer Nähmaschine vergleichen als mit einer Fräse. Wer
sein Bastelzimmer wie ich innerhalb der Wohnung hat, weiß das
besonders zu schätzen. Der BFW 40/e dreht von 900 bis 6000 UPM
und
liegt somit im mittleren Drehzahlbereich. Will man mit der Drehzahl
weiter runter, etwa zum absenken
oder entgraten von Bohrungen, lässt sich auch eine Handelsübliche
Bohrmaschine in die genormte Maschinenaufname des Bohrständers
montieren. Auch die kleinen 12V Maschinen kann man mit einem
Adapterring
passend machen.
Training ist angesagt.
Das Prinzip ist einfach. Das Werkstück wird auf den Kreuztisch
gespannt, der Fräser wird positioniert und eingetaucht. Nun wird an
den
Handrädern gedreht und der Kreuztisch bewegt in die gewünschte
Richtung. Jedoch gibt es dabei jede Menge zu beachten, was ich im
Folgenden Text versuche (aus meiner Sicht) zu erläutern.
Ich bearbeite hauptsächlich Kunststoff, FR4
(Standardtplatinen
aus Epoxy 1,6mm) und seltener Alu und Holz mit der Fräse und das
(inzwischen
und nach einigen Fehlschlägen  ) besser als mit jeder Feile und
noch
soviel Sorgfalt.
) besser als mit jeder Feile und
noch
soviel Sorgfalt.
Die Fräse ist (wie bei jedem Werkzeug) nur so gut wie der Handwerker
der es benutzt, deshalb sollte man schon einige Erfahrungen mit der
Maschine sammeln um die Schwachstellen der Fräse kennenzulernen, ehe
man sich an ein neues Gehäuse wagt und dieses ruiniert. Damit die
Fräsarbeit gelingt, muss das Werkstück fest und sicher auf dem
Kreuztisch befestigt werden (dazu später mehr). Auch der Kreuztisch
selbst muss optimal eingestellt sein. Die Justierung der
Schwalbenschwanzführungen ist beim Proxxon KT 150 ein Kompromiss
zwischen Leichtgängigkeit der Handräder und Spiel. Hier muss etwas
experimentiert werden um das Optimum herauszuholen. Auch das
Umkehrspiel  Dreht
man die Spindel 10mm vor und danach wieder 10mm zurück so landet
man
ohne Umkehrspiel genau wieder am Ausgangspunkt. Die Differenz vom
Ausgangspunkt zur
tatsächlichen Koordinate ist das Umkehrspiel. Ist dieses bekannt,
kann
man vor dem zurückkurbeln zuerst das Umkehrspiel zustellen (beim
KT 150
fühlt man das sogar) und dann das Handrad Nullen. muss
während des fräsen beachtet und ausgeglichen werden.
Bei meinem KT 150 beträgt dieses in X (Horizontal) 0,2mm und in Y
0,1mm. Eine Anfrage bei Proxxon ergab, das dieses Umkehrspiel beim
KT150 "üblich" ist und man dieses durch zurück und wieder vordrehen
der
Handräder mit anschließendem nullen der Handräder ausgleichen kann.
Dies macht eine CNC automatisch, wir müssen das erst üben. Abhilfe
würde auch das anbringen von digitalen Messschieber schaffen.
Mittlerweile, kann ich aber damit umgehen, außerdem möchte ich die
Fräse vorerst noch, im originalen Zustand belassen.
Dreht
man die Spindel 10mm vor und danach wieder 10mm zurück so landet
man
ohne Umkehrspiel genau wieder am Ausgangspunkt. Die Differenz vom
Ausgangspunkt zur
tatsächlichen Koordinate ist das Umkehrspiel. Ist dieses bekannt,
kann
man vor dem zurückkurbeln zuerst das Umkehrspiel zustellen (beim
KT 150
fühlt man das sogar) und dann das Handrad Nullen. muss
während des fräsen beachtet und ausgeglichen werden.
Bei meinem KT 150 beträgt dieses in X (Horizontal) 0,2mm und in Y
0,1mm. Eine Anfrage bei Proxxon ergab, das dieses Umkehrspiel beim
KT150 "üblich" ist und man dieses durch zurück und wieder vordrehen
der
Handräder mit anschließendem nullen der Handräder ausgleichen kann.
Dies macht eine CNC automatisch, wir müssen das erst üben. Abhilfe
würde auch das anbringen von digitalen Messschieber schaffen.
Mittlerweile, kann ich aber damit umgehen, außerdem möchte ich die
Fräse vorerst noch, im originalen Zustand belassen.
Das Werkstück muss so genau wie möglich im rechten Winkel zum
Kreuztisch
montiert werden. Der Fräser muss scharf sein und die Drehzahl und die
Vorschubgeschwindigkeit muss stimmen. Ist die Drehzahl zu hoch
eingestellt kann das Kunststoff zu heiß werden. Als Folge bildet sich
um den Fräser ein Klumpen von heißem Kunststoff. Wir fräsen dann nicht
mehr, sondern schmelzen uns durch das Material .
Man sollte also ein paar Probefräsungen machen. Zum üben, hat wohl
jeder Hobbyelektroniker ein paar alte Gehäusehalbschalen mit falsch
gebohrten Löchern in der Bastelkiste .
Pauschal kann man sagen, je
kleiner der Fräser, desto höher kann die Drehzahl eingestellt werden.
Ausschlaggebend ist auch die Anzahl der Schneiden, die der Fräser hat.
Je mehr Schneiden, desto
geringer
die Drehzahl. Man sollte rechteckige Ausbrüche im Gegenlauf
fräsen (siehe Wikipedia),
das
bedeutet der Fräser bewegt sich im Werkstück gegen den
Uhrzeigersinn. Auch sollte man üben in welche Richtung sich der
Kreuztisch bewegt, wenn man die Kurbel rechts oder links herum dreht.
Mit der Zeit geht das aber in Fleisch und Blut über.
Merke: Dreht man das Handrad im Uhrzeigersinn, bewegt
sich der Kreuztisch vom Handrad weg .
Tipp
Dreht man die Handräder am Kreuztisch gegen den Uhrzeigersinn, ist
zu beachten, das auch der Skalenring rückwärts dreht. Hier kann sich
leicht ein Fehler einschleichen. Beispiel: Man möchte ein Quadrat von
17,25 mm Kantenlänge als Durchbruch ausfräsen.
Man taucht den Fräser oben links ein, stellt den Skalenring auf 0 und
macht mit dem Handrad zunächst 8 volle Umdrehungen (eine Umdrehung =
2mm) und hat somit 16mm gefräst. Danach wird das Rad noch um 1,25 mm
weitergedreht
und hat somit die erste Seite mit 17,25 mm gefräst. Soweit, so gut.
Bei
der nächsten Seite des Quadrats muss gegen den Uhrzeigersinn am
Handrad
gedreht werden. Verfährt man genauso wie oben, fräst man keine 17,25mm
sondern nur 16,75mm. Grund: Die ersten 16 mm stimmen. Dreht man nun
weiter bist die Skala auf 1,25mm ist, hat man durch die
Rückwärtsdrehung der Skala erst 0,75 mm gefräst. Sicher kann man das
leicht im Kopf berechnen. Man müsste fräsen bis (2,00-1,25=) 0,75 mm
auf dem Skalenrad erscheint, um
auf 1,25mm zu kommen. Besser ist folgende Methode: Anstatt die Skala
zu
nullen wird zuerst die Teilumdrehung (1,25
mm) am Skalenring eingestellt. Es werden dann zuerst die 1.25mm
gefräst
und dann die 8 volle Umdrehungen gezählt um auf 17,25 mm zu kommen.
Dreht man ein Handrad gegen den Uhrzeigersinn, wird
der Skalenring nicht auf Null, sondern auf den Rest der vollen
Umdrehungen gestellt.
Mein erstes Testobjekt
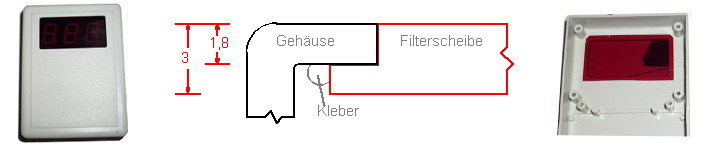
Den Displayaussschnitt im Bild habe ich mit einem 2mm Fräser (aus dem Proxxon Satz, 2 Schneiden) bei geringster Drehzahl (900UPM) gefräst. Eine (grobe) Tabelle mit Fräsdurchmesser und Drehzahl ist sowohl auf dem Fräsmotor wie auch auf dem Trafo angebracht, nach der man sich ungefähr orientieren kann.
Mit den Möglichkeiten wachsen die Ansprüche
Hier sieht man auch gleich die neuen Gestaltungsmöglichkeiten die eine Fräse bietet. Mit Bohrständer und Feile, währe der Displayausschnitt in den Ecken scharfkantig ausgearbeitet worden. Hier habe ich mich entschieden, die Eckradien des 2mm Fräser zu belassen.
Bei rechteckigen Innenausfräsungen bleibt der halbe
Fräsdurchmesser (Radius) in den Ecken des Rechtecks erhalten.
Die
rote Filterscheibe aus 3mm Plexiglas habe ich etwas grösser gelassen
und die Umrisse des Ausschnitts, nicht durchgefräst, sondern nur die
1,8 mm (Materialstärke des Gehäuse) weggefräst. Die Ecken der
Filterscheibe habe ich mit einer Feile abgerundet (ganz ohne
Feile, gehts eben doch nicht ). Das ging wie man sieht, recht
ordentlich. Die Filterscheibe und die Gehäuseoberseite bilden eine
ebene Fläche.



Auch den Durchbruch für den Schiebeschalter wurde mit einem 2mm Fräser ausgearbeitet. Die Löcher der M2 Schrauben habe ich danach mit einem Senker nachgearbeitet. Das Rechteck für den Schalter ist an jeder Innenkante um 0,5mm grösser gefräst, so muss ich auch hier bei den Eckradien nicht nachfeilen. Nun ist auch sichergestellt das der Schalter nicht klemmt. In meinem Übungsgehäuse, befindet sich übrigens ein Portview-Modul mit der Thermometer Software für einen DS18B20 Sensor.
Das Material spannen
Während man beim bohren das Werkstück (z.B. Gehäuse) einfach mit der
Hand unter dem Bohrständer festhält, muss beim fräsen das Objekt fest
und rechtwinklig auf den Kreuztisch gespannt werden. Zum Spannen von
Metall, gibt es da eine Vielzahl von Zubehör zu kaufen. Ich
habe mir den Spannpratzensatz und einen Schraubstock von Proxxon für
meine Fräse gleich mitbestellt. Leider musste ich feststellen,
dass die
Teile nur bedingt für meine Zwecke tauglich sind. Die Spannpratzen
können zwar ein Gehäuse sicher festspannen, hinterlassen aber
Druckstellen im Kunststoff wenn man auch nur eine halbe Umdrehung an
der Schraube zuviel macht, selbst wenn man die Stellen vorher mit
Kreppband abklebt. Außerdem sind die Spannpratzen beim fräsen (fast)
immer im Weg .
Spannwerkzeuge aus Holz Selbermachen
Die Grundplatte
 Da ich bei meinen ersten
Versuchen auch Holzzulagen
beim spannen benutzte und merkte das Holz (in Gegensatz zu
Stahl)
wesentlich behutsamer mit
meinen Gehäusen umging, kam ich auf die Idee mir eine Klemmvorrichtung
aus Holz zu bauen.
Da ich bei meinen ersten
Versuchen auch Holzzulagen
beim spannen benutzte und merkte das Holz (in Gegensatz zu
Stahl)
wesentlich behutsamer mit
meinen Gehäusen umging, kam ich auf die Idee mir eine Klemmvorrichtung
aus Holz zu bauen.
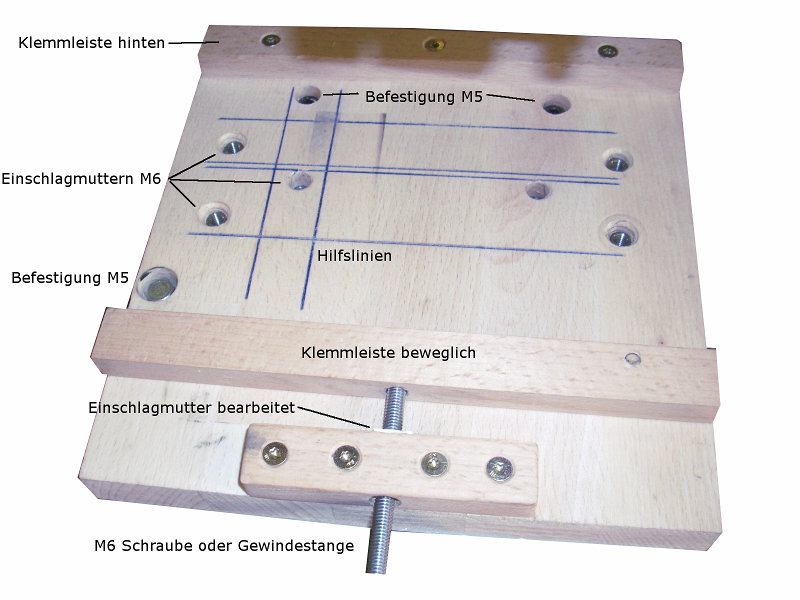
Dieser
DIY Schraubstock deckt den kompletten KT150 Kreuztisch ab
und misst 20 x 20 cm. Das Material ist verleimtes Buchenholz (es
sollte
schon ein Hartholz verwendet werden) 18mm stark und wird im Baumarkt
als Regalbrett (80 x 20 cm / ca. 3 EUR) gehandelt. Der freudliche Herr
beim
Holzzuschnitt schnitt mir gleich meine gewünschten 20 cm ab. Die
Klemmleisten sind auch aus Buchenholz (20 x 13 mm) und gibt es als
Meterware. Ich habe die Platte an 3 Stellen mit dem KT150 verschraubt.
Der Kreuztisch hat schon mehrere M5 Gewinde auf der Oberseite für
Zubehör, so dass dieser im Originalzustand bleiben kann. Die hinteren
beiden Schrauben (M5 Imbus) lagen dem KT150 sogar schon bei. Natürlich
müssen die Bohrungen abgesenkt werden, damit die Schrauben nicht über
die Arbeitsfläche ragen. Die hintere Klemmleiste ist mit der
Grundplatte verleimt und zusätzlich mit 3 abgesenkten
Spanplattenschrauben (Torx) gesichert. Da das Buchenholz doch recht
hart ist, empfielt es sich vorzubohren. Die bewegliche Klemmleiste die
in der Mitte das Gewinde der Klemmschraube aufnimmt, wude zu diesem
Zweck mit einem 6mm Bohrer ca. 10mm tief gebohrt. In diese Bohrung
habe
ich noch eine
kleine Holzschraube gedreht, damit sich die M6 Gewindeschraube
(Klemmschraube) nicht mit der Zeit in das Holz frisst.
 Das
Gewinde in
der die Klemmschraube läuft ist eine sogenannte Einschlagmutter M6.
Diese war im Baumarkt bei den Möbelbeschlägen zu finden und wurde in
Beutelchen zu je 8 Stück für 2,30 EUR gehandelt. Da die Leiste die die
Mutter hält nur 13 mm stark ist, habe ich an 2 Seiten der Mutter
soviel
weggefeilt bis das Maß zur Leiste passte. Danach blieben nur noch 2
Einschlagspitzen übrig die aber durchaus genügen um die Mutter zu
halten.
Für die Bohrungen der M6-Einschlagmuttern
muss ein 8mm Bohrer benutzt werden. Übrigens: Auch wenn die Mutter
Einschlagmutter heisst, muss man diese nicht unbedingt mit dem Hammer
bearbeiten. Ich habe die Muttern mit einer Schraubzwinge Vorsichtig
ins
Holz gepresst. Die Hilfslinien der Grundplatte habe ich erst nach der
endgültigen Montage mit
einem 1mm Fräser gefräst. Um den Kontrast der Linien zu
verstärken, habe ich nach dem fräsen die Linien mit einem Buntstift
ausgemalt und den Überschuss mit feinem Schleifpapier entfernt.
Das
Gewinde in
der die Klemmschraube läuft ist eine sogenannte Einschlagmutter M6.
Diese war im Baumarkt bei den Möbelbeschlägen zu finden und wurde in
Beutelchen zu je 8 Stück für 2,30 EUR gehandelt. Da die Leiste die die
Mutter hält nur 13 mm stark ist, habe ich an 2 Seiten der Mutter
soviel
weggefeilt bis das Maß zur Leiste passte. Danach blieben nur noch 2
Einschlagspitzen übrig die aber durchaus genügen um die Mutter zu
halten.
Für die Bohrungen der M6-Einschlagmuttern
muss ein 8mm Bohrer benutzt werden. Übrigens: Auch wenn die Mutter
Einschlagmutter heisst, muss man diese nicht unbedingt mit dem Hammer
bearbeiten. Ich habe die Muttern mit einer Schraubzwinge Vorsichtig
ins
Holz gepresst. Die Hilfslinien der Grundplatte habe ich erst nach der
endgültigen Montage mit
einem 1mm Fräser gefräst. Um den Kontrast der Linien zu
verstärken, habe ich nach dem fräsen die Linien mit einem Buntstift
ausgemalt und den Überschuss mit feinem Schleifpapier entfernt.
Nach der endgültigen Montage auf den Kreuztisch, habe
ich noch ca. 1/2 mm von der hinteren Klemmleiste weggefräst um
sicherzugehen, dass meine Teile genau im 90° Winkel gespannt werden.
Zubehör
 Um
weitere Klemmleisten und Spannpratzen verwenden zu können, habe
ich 6 weitere dieser Muttern im hinteren Bereich auf der Unterseite
der
Grundplatte vorgesehen.
Auf die beiden inneren Gewinde, passt mein Proxxon Schraubstock. Die 4
äusseren sind 25 mm vom Rand der Grundplatte entfernt. Vertikal
beträgt
der Abstand von der oberen Klemmleiste und untereinander immer 35mm.
Die Einschlagmuttern sollten mit einem Forstnerbohrer (Durchmesser
25mm) um mindestens 2mm abgesenkt werden, damit die Grundplatte später
satt auf dem KT150 montiert werden kann. Rechts in den Bildern (diese
können vergrössert werden), sieht man die
verschiedene Möglichkeiten zum Spannen mit weiterem selbstgebautem
Zubehör. In Bild 1 ist eine für mich typische Gehäusehalbschale
eingespannt. Die meisten Gehäuse lassen sich so fräsen und man hat
immer freie sicht. Je nach Kunststoff und Materialstärke kann es
vorkommen, dass sich das Gehäuse verformt, bevor es fest wird. Oft
hilft hier das zusammenschrauben der beiden Gehäusehälften um das
Gehäuse zu stabilisieren. In manchen Fällen ist es auch notwendig
zusätzlich Spannpratzen (Bild 2) zu verwenden. Um auch flaches
Material
wie Platinen oder Alubleche fräsen zu können, habe ich mir mehrere
Klemmleisten angefertigt. Diese können mit der Grundplatte mit
passendenn M6 Schrauben und Muttern verschraubt werden. In Bild 3 ist
eine Platine eingespannt. Die untere Zulage ist ein Stück Sperrholz so
das man die hintere Klemmleiste noch als Anschlag für den 90° Winkel
nutzen kann. So kann man Platinen sowohl trennen als auch
Konturfräsen.
Benutzt man 2 Klemmleisten, können auch Übergrössen gefräst werden
(Bild4). In Bild 5 halten 2 einfache Spannpratzen ein Stückchen Holz,
diese habe ich aus Reststücken der 20 x 13 mm Buchenleiste geferigt.
Die Höhe der Spannpratzen können je nach Lage des hinten unterlegten
Klötzchens in 3 höhen eingestellt werden. Nicht
mehr missen, möchte ich die Spannpratzen aus Bild 2. Diese sind 80 mm
lang und aus einer 30 x 15 mm Buchenleiste hergestellt. Die Höhe lässt
sich bei diesem Exemplar mit der hinteren Schraube variabel
einstellen.
Dank des 35mm Langloch lassen sie sich großzügig und
passend für fast alle Werkstücke einsetzten. Die Pratzen sind übrigens
weitgehend mit der Fräse hergestellt worden. In Bild 6 ist
mein jetziges Eqip zu sehen. Ich bin mir fast sicher, dass in naher
Zukunft noch einiges Folgen wird. Unten die beiden Spannpratzensätze
nochmal im Detail.
Um
weitere Klemmleisten und Spannpratzen verwenden zu können, habe
ich 6 weitere dieser Muttern im hinteren Bereich auf der Unterseite
der
Grundplatte vorgesehen.
Auf die beiden inneren Gewinde, passt mein Proxxon Schraubstock. Die 4
äusseren sind 25 mm vom Rand der Grundplatte entfernt. Vertikal
beträgt
der Abstand von der oberen Klemmleiste und untereinander immer 35mm.
Die Einschlagmuttern sollten mit einem Forstnerbohrer (Durchmesser
25mm) um mindestens 2mm abgesenkt werden, damit die Grundplatte später
satt auf dem KT150 montiert werden kann. Rechts in den Bildern (diese
können vergrössert werden), sieht man die
verschiedene Möglichkeiten zum Spannen mit weiterem selbstgebautem
Zubehör. In Bild 1 ist eine für mich typische Gehäusehalbschale
eingespannt. Die meisten Gehäuse lassen sich so fräsen und man hat
immer freie sicht. Je nach Kunststoff und Materialstärke kann es
vorkommen, dass sich das Gehäuse verformt, bevor es fest wird. Oft
hilft hier das zusammenschrauben der beiden Gehäusehälften um das
Gehäuse zu stabilisieren. In manchen Fällen ist es auch notwendig
zusätzlich Spannpratzen (Bild 2) zu verwenden. Um auch flaches
Material
wie Platinen oder Alubleche fräsen zu können, habe ich mir mehrere
Klemmleisten angefertigt. Diese können mit der Grundplatte mit
passendenn M6 Schrauben und Muttern verschraubt werden. In Bild 3 ist
eine Platine eingespannt. Die untere Zulage ist ein Stück Sperrholz so
das man die hintere Klemmleiste noch als Anschlag für den 90° Winkel
nutzen kann. So kann man Platinen sowohl trennen als auch
Konturfräsen.
Benutzt man 2 Klemmleisten, können auch Übergrössen gefräst werden
(Bild4). In Bild 5 halten 2 einfache Spannpratzen ein Stückchen Holz,
diese habe ich aus Reststücken der 20 x 13 mm Buchenleiste geferigt.
Die Höhe der Spannpratzen können je nach Lage des hinten unterlegten
Klötzchens in 3 höhen eingestellt werden. Nicht
mehr missen, möchte ich die Spannpratzen aus Bild 2. Diese sind 80 mm
lang und aus einer 30 x 15 mm Buchenleiste hergestellt. Die Höhe lässt
sich bei diesem Exemplar mit der hinteren Schraube variabel
einstellen.
Dank des 35mm Langloch lassen sie sich großzügig und
passend für fast alle Werkstücke einsetzten. Die Pratzen sind übrigens
weitgehend mit der Fräse hergestellt worden. In Bild 6 ist
mein jetziges Eqip zu sehen. Ich bin mir fast sicher, dass in naher
Zukunft noch einiges Folgen wird. Unten die beiden Spannpratzensätze
nochmal im Detail.

Ohne Planung geht es nicht
Zumindest nicht bei mir . Während einem gelernten Metaller
der tagtäglich an einer Fräse steht, warscheinlich eine Papierskizze
mit den Maßen genügt um ein Teil aufzuspannen und mit dem Fräßen
loszulegen, haben sich bei mir andere Vorgehensweisen bewährt.
1.Möglichkeit: Ich schreibe mir einen Script
 Das
ist
eine Tabelle, die alle anzufahrenden Koordinaten enthält.
Ähnlich wie ein CNC-Programm, fange ich dann oben an und arbeite jeden
anzufahrenden Punkt Schritt für Schritt ab. Ein Beispiel wie eine
solche Tabelle aussehen kann, ist im Bild rechts zu sehen. Es handelt
sich um den Schiebeschalter
T217, der bei Reichelt erhältlich ist. Die Maße des Schalters
habe ich dem Datenblatt
entnommen und etwas erweitert. So ist sichergestellt das der Schalter
nicht klemmt.
Das
ist
eine Tabelle, die alle anzufahrenden Koordinaten enthält.
Ähnlich wie ein CNC-Programm, fange ich dann oben an und arbeite jeden
anzufahrenden Punkt Schritt für Schritt ab. Ein Beispiel wie eine
solche Tabelle aussehen kann, ist im Bild rechts zu sehen. Es handelt
sich um den Schiebeschalter
T217, der bei Reichelt erhältlich ist. Die Maße des Schalters
habe ich dem Datenblatt
entnommen und etwas erweitert. So ist sichergestellt das der Schalter
nicht klemmt.
Leider bin ich nicht ganz
so gut wie eine CNC Steuerung, da ich immer nur an einem Handrad
gleichzeitig drehen kann. Es sind also weiterhin keine Kreise, die
grösser als der Fräsdurchmesser sind möglich .
Für eine CNC ist das ein Klacks.
Da das erstellen der Tabelle doch einiges an Zeit braucht, bin ich
dann dazu
übergegangen die Maße direkt in die Zeichnung einzutragen.
2. Möglichkeit: Ich fertige einen Fräsplan als Zeichnung an

In dieser Zeichnung wird der Weg, den der Fräser zurücklegt ähnlich einem Labyrinth gezeichnet. Eine grüne Linie bedeutet, Fräser oben. Eine Linie in cyan bedeutet, Fräser eingetaucht, wobei ich mich hier bei der Linienstärke, gleich am Durchmesser des Fräsers orientiere. Die einzelnen Linien, werden dann noch mit den Maßen und der Fräsrichtung beschriftet.
Zeichnen mit Eagle
Sicher kann man auch eine Zeichnung grob skizzieren und die Maße
berechnen.
Einfacher geht das in einem CAD-Programm. Da meine Platine schon im Eagle Format vorliegt,
mache ich in Eagle einfach weiter und zeichne mein Gehäuse einfach um
das Platinenlayout herum. Das ist nichts neues für mich, so habe
vorher schon meine Bohrschablonen mit Eagle
gezeichnet. Grosszügigerweise erlaubt die Freewareversion von
Eagle, das
zeichnen auch ausserhalb der begrentzten 100 x 80 mm. Die
Freewarebegrenzung gilt nur für Bauteile, Linien und Bohrungen
dürfen auch ausserhalb der "Verbotenen Zone" gezeichnet werden. Sind
die Umrisse für das Gehäuse festgelegt, zeichne ich Hilfslinien vom
Gehäuserand zum Bauteil (z.B. einer LED).
Mit dem Infobutton erfahre
ich dann den genauen Abstand (das Raster Natürlich auf mm stellen) den
ich dann als Maß in meine Zeichnung einfüge (oder eben in meine
Tabelle
eintrage).
Am Anfang der Planung, sollte man den Durchmesser des (der) Fräser
bestimmen und auch einen evtl. Werkzeugwechsel mit in die
Zeichnung/Tabelle
aufnemen. Als Anfänger war es für mich auch von Vorteil vor jeden
Tabelleneintrag die Drehrichtung des Handrads einzutragen ein U für
Uhrzeigersinn und ein G für den Gegenuhrzeigersinn. Ein Ausrufezeichen
zeichne ich, wenn das Umkehrspiel zu beachten ist.
Tipp: Bei Kunststoffgehäusen, den Maßen im Datenblatt
nicht blind vertrauen, sondern mit einem Messschieber nachmessen.
Analog verfährt man mit den Bohrungen für die Platinenbefestigung in
der unteren Gehäusehalbschale.
Zuerst Hilfslinien zu den Bohrmittelpunkten ziehen. Diese dann mit
Hilfe des
Infobuttons ausmessen und mit den Maßen beschriften. Unten wird nicht
gefräst sondern nur gebohrt.
Den Nullpunkt finden
Der Koordinatenursprung (0,0), den ich in der Zeichnung, oben links
gewählt habe, ist auf der Fräse ohne Hilfsmittel kaum (genau) zu
finden. Den Tipp mit dem Papierstreifen, den man zwischen Werkstück
und
annähernden Fräser schiebt, habe ich zwar ausprobiert, funktionierte
bei mir aber nur Zufälig. Deshalb habe ich mir den Kantentaster
von
Proxxon zugelegt. Dieser ist zwar für die grösseren Brüder meiner
Fraskombi ausgeschrieben, funktioniert aber auch mit meinem BFW
40/e. Da in der Anleitung des Kantentaster 500
UPM als Arbeitsgeschwindigkeit angegeben ist und die BFW 40/e
mit
minimal 900 UPM dreht,
machte ich mir zu erst Sorgen, das der Kantentaster zu schnell dreht.
Wie sich herausstellte, waren meine Sorgen
Unbegründet, der Taster funktioniert tadellos. Die Kantentaser wurden
als Set mit 2 Stück in verschiedenen längen in einer Holzschachtel
geliefert. Auf den Bildern ist der kürzere der beiden zu sehen. 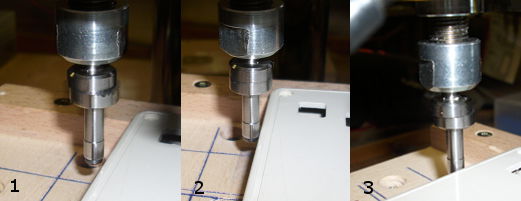 Der
Kantentaster hat einen Durchmesser von 6mm. Er wird mit der
passenden Spannzange in den Fräsmotor gespannt. Den Trafo auf
minimum stellen und einschalten, der Kantentaster wabbelt exzentrisch
.
Die Bohrsäule soweit nach unten fahren bist die Tastspitze des
Kantentasters etwas tiefer als die Werkstückkante ist (Bild1). Nun das
Handrad am Kreutztisch drehen und so die Werkstückkante dem
Kantentaster annähern. Sobald der Taster das Werkstück berührt, höhrt
man ein leises Geräusch und die Exzenterbewegung wird geringer. Keine
Angst, das Kunststoffgehäuse nimmt keinen Schaden. Langsam
weiterdrehen. Irgendwann ist dann das Oberteil des Kantentasters
mit dem Unterteil Deckungsgleich und keine Exzenterbewegung mehr
sichtbar (Bild2). Dreht man jetzt nur noch 0,05 mm weiter bricht das
Unterteil aus. Es wandert an der Werkstückkante nach oben (Bild3).
Genau diesen Punkt suchen wir. Da der Kantenteaster einen Durchmesser
von 6mm hat, sind wir nun genau 3mm (Radius des Tasters) von der Kante
entfernt.
Also heben wir den Fräsmotor an und stellen mit dem Handrad noch 3mm
zu. Wollte man den Displayausschnitt vom Beispiel oben fräsen, könnte
man gleich die 12,2mm zustellen, bevor man die Y-Richtung (vertikal)
antastet.
Der
Kantentaster hat einen Durchmesser von 6mm. Er wird mit der
passenden Spannzange in den Fräsmotor gespannt. Den Trafo auf
minimum stellen und einschalten, der Kantentaster wabbelt exzentrisch
.
Die Bohrsäule soweit nach unten fahren bist die Tastspitze des
Kantentasters etwas tiefer als die Werkstückkante ist (Bild1). Nun das
Handrad am Kreutztisch drehen und so die Werkstückkante dem
Kantentaster annähern. Sobald der Taster das Werkstück berührt, höhrt
man ein leises Geräusch und die Exzenterbewegung wird geringer. Keine
Angst, das Kunststoffgehäuse nimmt keinen Schaden. Langsam
weiterdrehen. Irgendwann ist dann das Oberteil des Kantentasters
mit dem Unterteil Deckungsgleich und keine Exzenterbewegung mehr
sichtbar (Bild2). Dreht man jetzt nur noch 0,05 mm weiter bricht das
Unterteil aus. Es wandert an der Werkstückkante nach oben (Bild3).
Genau diesen Punkt suchen wir. Da der Kantenteaster einen Durchmesser
von 6mm hat, sind wir nun genau 3mm (Radius des Tasters) von der Kante
entfernt.
Also heben wir den Fräsmotor an und stellen mit dem Handrad noch 3mm
zu. Wollte man den Displayausschnitt vom Beispiel oben fräsen, könnte
man gleich die 12,2mm zustellen, bevor man die Y-Richtung (vertikal)
antastet.
Auf 90° testen
Tipp: Mit dem Kantentaster kann man auch durch
Messungen an mehreren Punkten der selben Kante prüfen, ob das
Werkstück
genau Rechtwinklig eingespannt ist.
So habe ich auch schon meinen DIY-Schraubstock nach der demontage
wieder eingemessen. Da die hintere Klemmleiste exakt im 90°Winkel zum
Kreuztisch stehen sollte, kann der Kantentaster an mehreren Punkten an
die Leiste gefahren werden um zu überprüfen, ob die Grundplatte
korrekt
montiert ist. So habe ich auch festgestellt, dass die hintere
Klemmleiste in der Mitte (wohl durch häufiges spannen von
Werkstücken) um 0,05 mm gestaucht ist. Wenn ich
jedoch ein Werkstück einspanne und antaste, stimmt der Winkel (ich
spanne ja immer in der Mitte). Ich werde das weiter beobachten und
ggf.
die Hintere Leiste nachfräsen.
Wie ihr seht, stehe ich immer noch am Anfang meiner Fräskarriere. Ich freue mich schon auf meine nächsten Projekte ,in denen die Fräse um Einsatz kommt. Über neue Erkenntnisse werde ich dann hier berichten.
Viel Erfolg beim fräsen,
Jürgen

